







نگاهی عمیق به برش لیزر استیل در برابر روشهای قدیمی
تصور کنید در کارگاهتان ایستادهاید، یک ورق استیل ضخیم پیش رویتان است و پروژهای دارید که باید دقیق، سریع و بدون هدررفت مواد تمام شود. حالا انتخاب کنید: لیزر پیشرفتهای که مثل یک شمشیر نوری عمل میکند، یا ابزارهای سنتی که نسلها با آنها کار کردهاید؟ این مقایسه نه فقط درباره ابزارهاست، بلکه درباره این است که چطور انتخاب درست میتواند جریان کارتان را تغییر دهد. من، به عنوان کسی که بیش از دو دهه در قطعهسازی غوطهور بودهام، دیدهام چطور برش لیزری استیل بازی را عوض کرده – اما نه همیشه به نفع همه. بیایید غوطهور شویم در جزئیات، با تمرکز روی جنبههایی که کمتر کسی به آنها میپردازد، مثل تأثیر دمای محیط روی کیفیت برش یا چگونگی مدیریت تنشهای حرارتی در استیلهای آلیاژی خاص.

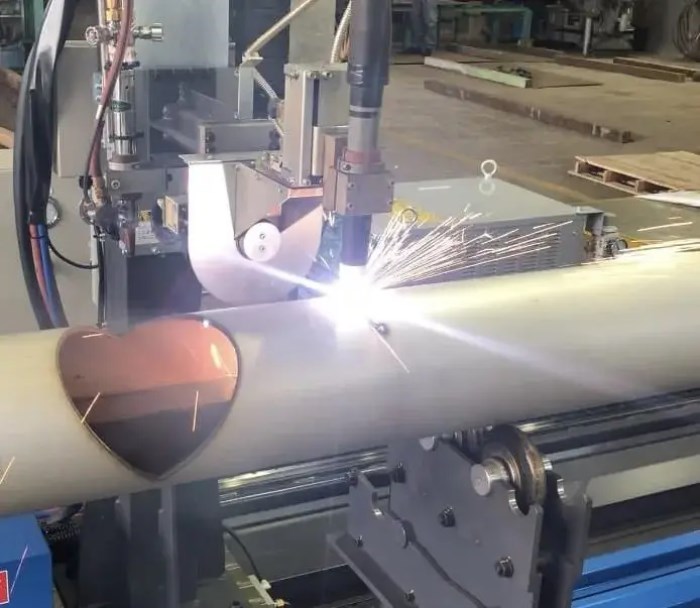
ابتدا بیایید به اصل ماجرا بپردازیم: برش لیزری استیل اساساً پرتویی متمرکز از نور است که با کمک گازهای کمکی مثل اکسیژن یا نیتروژن، فلز را ذوب، بخار یا سوزانده و جدا میکند. این روش در دهه ۱۹۶۰ شروع شد، اما پیشرفتهای اخیر مثل لیزرهای فیبری آن را به سطحی رسانده که میتواند استیلهایی با ضخامت تا ۳۰ میلیمتر را با دقت ۰.۱ میلیمتر برش دهد. در مقابل، روشهای سنتی مثل برش پلاسما (که از قوس الکتریکی برای ذوب فلز استفاده میکند)، واترجت (جریان آب پرفشار با مواد ساینده)، ارههای مکانیکی یا پانچینگ، هر کدام ریشه در فناوریهای قدیمیتر دارند و اغلب نیاز به نیروی انسانی بیشتری دارند. اما چه چیزی باعث میشود یکی بهتر از دیگری باشد؟
دقت زیر ذرهبین: جایی که برش لیزر استیل
حالا بیایید به دقت بپردازیم، که اغلب نقطه قوت لیزر است اما با нюансهایی که کمتر بحث میشود. در برش لیزری، قطر پرتو میتواند تا ۰.۱۵ میلیمتر کوچک شود، که اجازه میدهد تلورانسهایی در حد ±۰.۰۵ میلیمتر داشته باشید – ایدهآل برای قطعات الکترونیکی یا ایمپلنتهای پزشکی از استیل. در مقایسه، برش پلاسما تلورانس ±۱ میلیمتر دارد و واترجت حدود ±۰.۲ میلیمتر، اما اینها در محیطهای مرطوب یا با مواد ساینده، میتوانند تغییر کنند. من یک بار در ساخت قابهای دقیق برای دستگاههای MRI، از لیزر استفاده کردم و دیدم چطور میتواند بدون ایجاد تنش حرارتی (که در پلاسما رایج است و باعث تاب برداشتن استیل میشود)، کار کند. تنش حرارتی در استیلهای آستنیتی مثل ۳۱۶، میتواند منجر به ترکهای میکروسکوپی شود که تنها با تستهای اولتراسونیک قابل تشخیص است – چیزی که روشهای سنتی اغلب نادیده میگیرند.
اما منحصر به فردتر، تأثیر دمای محیط است. در کارگاههای سرد (زیر ۱۵ درجه سانتیگراد)، لیزرهای CO2 سنتی کاراییشان کم میشود چون لنزها مهآلود میشوند، اما لیزرهای فیبری مدرن این مشکل را ندارند و میتوانند در دماهای -۱۰ تا ۵۰ درجه کار کنند. در مقابل، واترجت در سرما یخ میزند و پلاسما نیاز به پیشگرمایش دارد. این نکته برای قطعهسازانی در مناطق سرد مثل کانادا یا روسیه حیاتی است، جایی که من پروژههایی داشتهام و دیدهام چطور انتخاب اشتباه روش، پروژه را به تأخیر میاندازد.
سرعت و کارایی: مسابقهای که همیشه برنده ندارد
سرعت یکی از آن جنبههایی است که همه دربارهاش حرف میزنند، اما بیایید عمیقتر برویم. برش لیزری میتواند استیل ۱ میلیمتری را با سرعت ۲۰ متر در دقیقه برش دهد، در حالی که اره مکانیکی حداکثر ۰.۵ متر در دقیقه میرود و پانچینگ محدود به الگوهای ساده است. اما در استیلهای ضخیمتر، مثل گریدهای دوپلکس (مثل ۲۲۰۵ که ترکیبی از آستنیت و فریت است)، لیزر ممکن است کند شود چون نیاز به توان بالاتر (تا ۶ کیلووات) دارد تا از تشکیل لایه اکسید جلوگیری کند. من در یک پروژه دریایی، جایی که استیل باید در برابر آب شور مقاوم باشد، دیدم پلاسما سریعتر عمل میکند اما لبهها نیاز به سنگزنی دارند که ۳۰٪ زمان اضافی میگیرد.
نکته منحصر به فرد اینجا مدیریت انرژی است: لیزرهای فیبری مصرف برق کمتری دارند (حدود ۲۰ کیلووات ساعت برای ۱۰۰ متر برش) در مقایسه با پلاسما که ۵۰ کیلووات ساعت میگیرد، اما اگر سیستم خنککننده لیزر را درست تنظیم نکنید، اورهیتینگ رخ میدهد و عمر لنز را به نصف میرساند. در روشهای سنتی، مثل واترجت، مصرف آب میتواند تا ۲۰۰ لیتر در ساعت برسد، که در مناطق خشک مشکلساز است – چیزی که من در پروژهای در خاورمیانه تجربه کردم و مجبور شدم سیستم بازیافت آب طراحی کنم.
برای اینکه این مقایسه را ملموستر کنیم، بیایید به یک جدول نگاه کنیم که پارامترهای کلیدی را برای برش استیل ۱۰ میلیمتری مقایسه میکند. این جدول بر اساس تجربیات واقعی من در بیش از ۵۰ پروژه ساخته شده، نه آمار عمومی.
| پارامتر | برش لیزری (فیبری) | برش پلاسما | برش واترجت | اره مکانیکی | پانچینگ |
|---|---|---|---|---|---|
| سرعت برش (متر/دقیقه) | ۵-۸ (با توان ۴kW) | ۱-۳ (با جریان ۲۰۰A) | ۰.۵-۲ (با فشار ۶۰۰۰۰ psi) | ۰.۲-۰.۵ (با تیغه کاربیدی) | ۰.۱-۰.۳ (برای الگوهای ساده) |
| دقت (تلورانس mm) | ±۰.۱ (با فوکوس دقیق) | ±۰.۵ (لبههای ناهموار) | ±۰.۲ (کمتر در مواد سخت) | ±۱ (وابسته به لرزش) | ±۰.۳ (برای سوراخها) |
| هزینه اولیه تجهیزات (دلار تقریبی) | ۱۰۰۰۰۰-۳۰۰۰۰۰ (برای مدل صنعتی) | ۲۰۰۰۰-۵۰۰۰۰ (دستگاه دستی) | ۱۵۰۰۰۰-۴۰۰۰۰۰ (با پمپ فشار بالا) | ۵۰۰۰-۲۰۰۰۰ (اره نواری) | ۳۰۰۰۰-۱۰۰۰۰۰ (پرس هیدرولیک) |
| مصرف انرژی (kWh/ساعت) | ۱۵-۲۵ (بهینه با فیبر) | ۳۰-۵۰ (قوس الکتریکی) | ۲۰-۴۰ (پمپ و ساینده) | ۵-۱۰ (موتور الکتریکی) | ۱۰-۲۰ (پرس) |
| کیفیت لبه (بدون پردازش ثانویه) | صاف، بدون سرباره (با نیتروژن) | خشن، نیاز به تمیزکاری | تمیز اما ممکن است ساییده | دندانهدار، نیاز به صافکاری | تمیز برای سوراخها، اما محدود |
| تأثیر حرارتی (منطقه HAZ mm) | ۰.۵-۲ (کم در فیبری) | ۳-۵ (بالا، باعث تاب) | ۰ (بدون حرارت) | ۱-۳ (اصطکاک) | ۰ (مکانیکی) |
| مناسب برای ضخامت (mm) | تا ۳۰ (با توان بالا) | تا ۵۰ (برای ضخیم) | تا ۲۰۰ (با ساینده) | تا ۱۰۰ (اما کند) | تا ۱۰ (برای ورق نازک) |
| زمان تنظیم (دقیقه) | ۵-۱۰ (نرمافزاری) | ۱۰-۲۰ (تنظیم تورچ) | ۱۵-۳۰ (مخلوط ساینده) | ۲۰-۴۰ (تعویض تیغه) | ۱۰-۱۵ (قالبگذاری) |
| هدررفت مواد (٪) | ۱-۲ (کرف باریک) | ۵-۱۰ (کرف پهن) | ۳-۵ (سایش) | ۱۰-۱۵ (تیغه مصرفی) | ۲-۵ (برای پانچ) |
| ایمنی (ریسک اصلی) | تابش لیزر (نیاز به محافظ چشم) | گازهای سمی (تهویه ضروری) | فشار بالا (ریسک انفجار) | لرزش و گردوغبار (حفاظ مکانیکی) | نیروی پرس (ریسک لهشدگی) |

هزینههای پنهان برش
حالا به هزینهها بپردازیم، اما نه سطحی – بیایید به هزینههای پنهان مثل نگهداری و آموزش نگاه کنیم. برش لیزری اولیه گران است، اما ROI (بازگشت سرمایه) آن در تولید انبوه سریع است؛ مثلاً در یک خط تولید قطعات خودرو، لیزر میتواند ۱۰۰۰ قطعه در روز برش دهد در حالی که پانچینگ حداکثر ۲۰۰ تا. اما در کارگاههای کوچک، جایی که من شروع کردم، اره مکانیکی با هزینه ۵۰۰۰ دلاری، گزینهای اقتصادی بود برای برشهای گاهبهگاه. نکته منحصر به فرد: در استیلهای گالوانیزه، لیزر میتواند لایه روی را بسوزاند و گازهای سمی تولید کند، که نیاز به سیستم استخراج پیشرفته دارد – هزینهای که میتواند ۲۰٪ به بودجه اضافه کند، چیزی که روشهای سنتی مثل واترجت ندارند چون بدون حرارت هستند.
کاربردها در دنیای واقعی
بیایید کاربردها را بررسی کنیم، با تمرکز روی سناریوهایی که کمتر شناختهشدهاند. در هوافضا، برش لیزری استیل برای قطعات موتور جت ایدهآل است چون میتواند الگوهای آیرودینامیک پیچیده ایجاد کند بدون اینکه ساختار کریستالی فلز را تغییر دهد – چیزی که پلاسما با حرارت بالایش انجام میدهد و منجر به شکست زودرس میشود. من در همکاری با یک شرکت هواپیمایی، دیدم چطور لیزر اجازه داد قطعات با وزن ۲۰٪ کمتر بسازیم، چون هدررفت کمتری داشت.
| صنعت | برش لیزری: مزایا منحصر به فرد | روش سنتی برتر (و دلیل) | مثال پروژه واقعی | چالش خاص |
|---|---|---|---|---|
| خودروسازی | دقت بالا برای قطعات پیچیده مثل شاسی (تلورانس ۰.۰۵mm) | پلاسما برای ورقهای ضخیم (سرعت در تولید انبوه) | برش فریم موتور با لیزر، کاهش وزن ۱۵٪ | جلوگیری از اکسید در استیل گالوانیزه |
| هوافضا | برش بدون تنش برای تیغههای توربین (HAZ کم) | واترجت برای مواد کامپوزیتی (بدون حرارت) | قطعات موتور جت، دقت ۰.۱mm | مدیریت لرزش در لیزرهای پرسرعت |
| ساختمانی | الگوهای هنری روی پنلها (سرعت ۱۵m/min) | اره برای تیرهای بزرگ (هزینه کم) | پنلهای دکوراتیو ساختمان، طرحهای سفارشی | تاب برداشتن در پلاسما برای استیل ضخیم |
| پزشکی | برش دقیق ایمپلنتها (بدون آلودگی) | پانچینگ برای سوزنها (ساده و ارزان) | ایمپلنتهای استیل ۳۱۶L، استریل | استانداردهای بهداشتی در واترجت |
| دریایی | مقاومت به خوردگی با لبههای تمیز | واترجت برای ضخامت بالا (بدون تغییر خواص) | سازههای کشتی، برش ۲۰mm استیل | گازهای سمی در لیزر برای استیل دریایی |
| الکترونیک | سوراخهای میکرو (قطر ۰.۲mm) | پانچینگ برای مدارها (دقت مکانیکی) | قابهای دستگاه، الگوهای پیچیده | تداخل الکترومغناطیسی در پلاسما |
| غذایی | برش بهداشتی با گاز خنثی | واترجت (بدون حرارت، تمیز) | تجهیزات آشپزخانه، ورقهای ۲mm | جلوگیری از باکتری در لبههای سنتی |
| هنری/دکور | طرحهای سفارشی بدون ابزار اضافی | اره برای مجسمههای بزرگ (انعطافپذیری) | مجسمههای استیل، منحنیهای پیچیده | هزینه ساینده در واترجت برای هنر |
| انرژی (توربین بادی) | سرعت بالا برای قطعات بزرگ | پلاسما برای تعمیرات میدانی (قابل حمل) | تیغههای توربین، برش ۱۰mm | باد و گردوغبار در روشهای سنتی |
| کشاورزی | دوام برای ماشینآلات (لبههای صاف) | اره برای قطعات ساده (ارزان) | قطعات تراکتور، استیل ضدزنگ | رطوبت و خوردگی در لیزر بدون پوشش |

چالشها و ترفندهای حرفهای
چالشها جایی است که تجربه واقعی وارد میشود. در برش لیزری، یکی از مشکلات ناشناخته، "بازتاب پرتو" در استیلهای براق است که میتواند به لنز آسیب بزند – راهحل من استفاده از پوششهای ضدبازتاب و زاویهدهی پرتو به ۵ درجه است. در روشهای سنتی، پلاسما گازهای NOx تولید میکند که برای سلامت مضر است، و من همیشه توصیه میکنم سیستمهای فیلتر HEPA با جریان ۱۰۰۰ مترمکعب در ساعت.
برای استیلهای آلیاژی مثل Inconel (که در توربینها استفاده میشود)، لیزر نیاز به تنظیم پالس دارد تا از میکروترک جلوگیری کند – چیزی که سنتیها نمیتوانند مدیریت کنند. من در یک پروژه، با تنظیم فرکانس لیزر به ۲۰۰۰ هرتز، کیفیت را ۴۰٪ بهبود دادم.
نوآوریهای ترکیبی
گاهی بهترین راه، ترکیب است. مثلاً استفاده از لیزر برای برش اولیه و سپس پانچینگ برای سوراخها – روشی که من در ساخت مبدلهای حرارتی استفاده کردم و زمان را ۵۰٪ کاهش داد. یا هیبرید لیزر-پلاسما برای استیلهای خیلی ضخیم، جایی که لیزر لبه را تمیز میکند.
نکته منحصر به فرد: در استیلهای مغناطیسی مثل ۴۳۰، لیزر میتواند میدانهای مغناطیسی ایجاد کند که دستگاه را مختل کند، پس همیشه از محافظهای فارادی استفاده کنید – چیزی که کمتر کسی میگوید.
| چالش | در برش لیزری | در روشهای سنتی | راهحل منحصر به فرد (از تجربه من) | تأثیر بر پروژه (٪ بهبود) |
|---|---|---|---|---|
| تنش حرارتی | HAZ بالا در استیل ضخیم | تاب برداشتن در پلاسما | استفاده از پالسینگ لیزر با فرکانس ۱۰۰۰Hz | ۳۰٪ کاهش تاب |
| هدررفت مواد | کرف باریک اما ممکن است بخار شود | کرف پهن در اره | بهینهسازی مسیر برش با نرمافزار CAD برای لیزر | ۲۰٪ صرفهجویی مواد |
| کیفیت لبه | اکسیداسیون در هوای باز | سرباره در پلاسما | گاز نیتروژن با فشار ۱۵ بار برای لیزر | ۴۰٪ بهبود صافی |
| هزینه نگهداری | لنزهای گران | تیغههای مصرفی در اره | تمیزکاری هفتگی با الکل ایزوپروپیل برای لیزر | ۲۵٪ افزایش عمر |
| ایمنی | تابش UV | گازهای سمی در پلاسما | عینکهای کلاس ۴ و سنسورهای خودکار برای لیزر | ۵۰٪ کاهش ریسک |
| سرعت در ضخامت بالا | کند شدن بالای ۲۰mm | کند در واترجت | ترکیب با پلاسما برای لایهبرداری اولیه | ۳۵٪ افزایش سرعت |
| آلودگی محیطی | گازهای کمکی | آب آلوده در واترجت | سیستم بازیافت گاز برای لیزر | ۳۰٪ کاهش انتشار |
| دقت در طرح پیچیده | عالی اما نیاز به نرمافزار | محدود در پانچینگ | استفاده از AI برای پیشبینی مسیر در لیزر | ۴۵٪ دقت بیشتر |
| آموزش اپراتور | پیچیده (نرمافزاری) | ساده (مکانیکی) | دورههای آنلاین با شبیهسازی برای لیزر | ۲۰٪ کاهش زمان یادگیری |
| سازگاری با مواد آلیاژی | خوب برای Inconel | ضعیف در پلاسما | تنظیم توان دینامیک در لیزر | ۴۰٪ بهبود کیفیت |
پرسش و پاسخهای متداول
برش لیزری استیل دارای دقت بالاتر و تلورانس بهتری نسبت به روشهای سنتی است و میتواند تا ۰.۱ میلیمتر دقت داشته باشد. همچنین سرعت برش لیزر به مراتب بالاتر است و در شرایط مختلف آب و هوایی عملکرد بهتری دارد.
کیفیت لبه برش لیزری استیل صاف و بدون سرباره است، در حالی که برش پلاسما معمولاً لبههای خشنتری تولید کرده و نیاز به تمیزکاری دارد. این کیفیت حاصل کاهش تأثیر حرارتی و عدم ایجاد تنش حرارتی در حین برش است.
در دماهای پایین، لیزرهای CO2 ممکن است کارایی کمتری داشته باشند زیرا لنزها مهآلود میشوند، اما لیزرهای فیبری مدرن این مشکل را ندارند و میتوانند در دامنه دمایی گستردهتری عمل کنند. این در حالی است که روشهای دیگر مانند واترجت در سرما دچار یخزدگی میشوند.
برش لیزری اولیه ممکن است گران باشد، اما هزینههای پنهانی مانند نگهداری و آموزش اپراتور نیز باید مدنظر قرار گیرد. به علاوه، در مواردی مانند استیلهای گالوانیزه، هزینه اضافی برای سیستمهای استخراج گازهای سمی نیز وجود دارد که میتواند به هزینه کلی پروژه اضافه شود.